Turbine aeroplane aerodynamics structure and systems -:airframe structure -general concept
STRUCTRUL CLASSIFICATION-
Aircraft structure is divided into three categories for
the purposes of assessing damage and the application of
repair protocol that are suitable for the structure under
consideration. Manufacturer manuals designate which
category a structure falls under and the technician
is required to repair and maintain that structure in
accordance with rules specified for the category under
which it falls. The three categories for structure are:
primary, secondary and tertiary.
Primary structure-Primary structure is any portion of the aircraft structure
that, if it fails, on the ground or in flight, would likely
cause any of the following:
• A loss of control of the aircraft.
• Catastrophic structural collapse.
• Injury to occupants.
• Power unit failure.
• Unintentional operation.
• Inability to operate a service.
Some examples of primary structure are wings spars,
engine mounts, fuselage frames, and main floor
structural members. Within the primary structure are
elements called principle structural elements (PSE's).
These elements are those which carry flight, ground
and pressurization loads.
Primary structure may also be represented as a structurally
significant item or SSL These elements are specified in a
supplemental structural inspection document. Due to
their structural importance, they may require special
inspection and have specific repair limitations.
Secondery structure-Secondary structure is all non primary structure portions
of the aircraft which have integral structural importance
and strength exceeding design requirements. These
structures weakening without risk of failure such as
those described for primary structure. Prominent
examples of secondary structure are wing ribs, fuselage
stringers and specified sections of the aircraft skin.
Tertiary structure-Tertiary structure is the remaining structure. Tertiary
structures are lightly stressed structures that are fitted to
the aircraft for various reasons. Fairings, fillets, various
support brackets, etc. are examples of tertiary structure.
DAMAGE OF TOLERANT-
Fail safe-Fail safe means the structure has been evaluated, usually
by the manufacturer, to assure that catastrophic failure is
not probable after fatigue failure or obvious partial failure
of a single, principal structural element. It is designed so
that the aircraft may continue to operate safely until the
defect is detected in a scheduled maintenance check.
Manufacturer testing and fatigue analysis is used when
developing fail safe structural elements. The elements
are considered damage tolerant.
Safe life-
Safe life structural elements are those which have a
very low risk of unacceptable degradation or failure for
a stated amount of time. The fatigue capability of thestructure is learned through testing. The stresses applied
while in service are designed to be significantly lower.
Also, the calculated time in service before failure is
greatly reduced so that failure of the structure before its
safe life is highly unlikely. The affects of corrosion, wear
and fatigue are considered when operating under the
safe life design principle.
Damage tolerance-Designing aircraft with fail safe principles can be
somewhat unreliable. Accidents have occurred that
prove this. Engineering improvements to a fail safe
structure typically come with the extra penalty of
adding weight. Thus, the damage tolerant concept of
engineering is favored.
By distributing loads over a larger area and designing
multiple load paths for carrying loads, a structure can be
damage tolerant. The structure retains its integrity and the
damage does not worsen in service between inspections
when the damage can be detected and repaired. Thus,
Damage tolerance means that the structure has been
evaluated to ensure that should serious fatigue, corrosion,
or accidental damage occur within the operational life
of the aeroplane, the remaining structure can withstand
reasonable loads without failure or excessive structural
deformation until the damage is detected.
STATION IDENTIFICATION AND ZONAL LOCATION SYSTEM-
Station numbering system-Even on small, light aircraft, a method of precisely
locating each structural component is required. Various
numbering systems are used to facilitate the location of
specific wing frames, fuselage bulkheads, or any other
structural members on an aircraft.
Most manufacturers use some system of station
marking. For example, the nose of the aircraft may
be designated "zero station," and all other stations are
located at measured distances in inches behind the zero
station. Thus, when a blueprint reads "fuselage frame
station 137," that particular frame station can be located
137 inches behind the nose of the aircraft.



 Buttock line or butt line (BL) is a vertical reference
Buttock line or butt line (BL) is a vertical reference
plane down the center of the aircraft from which
measurements left or right can be made.
Water line (WL) is the measurement of height
in inches perpendicular from a horizontal plane
usually located at the ground, cabin floor, or some
other easily referenced location.
Aileron station (AS) is measured outboard from,
and parallel to, the inboard edge of the aileron,
perpendicular to the rear beam of the wing.
Flap station (KS) is measured perpendicular to the
rear beam of the wing and parallel to, and outboard
from, the inboard edge of the flap.
Nacelle station (NC or Nae. Sta.) is measured either
forward of or behind the front spar of the wing and
perpendicular to a designated water line .


















Aircraft structure is divided into three categories for
the purposes of assessing damage and the application of
repair protocol that are suitable for the structure under
consideration. Manufacturer manuals designate which
category a structure falls under and the technician
is required to repair and maintain that structure in
accordance with rules specified for the category under
which it falls. The three categories for structure are:
primary, secondary and tertiary.
Primary structure-Primary structure is any portion of the aircraft structure
that, if it fails, on the ground or in flight, would likely
cause any of the following:
• A loss of control of the aircraft.
• Catastrophic structural collapse.
• Injury to occupants.
• Power unit failure.
• Unintentional operation.
• Inability to operate a service.
Some examples of primary structure are wings spars,
engine mounts, fuselage frames, and main floor
structural members. Within the primary structure are
elements called principle structural elements (PSE's).
These elements are those which carry flight, ground
and pressurization loads.
Primary structure may also be represented as a structurally
significant item or SSL These elements are specified in a
supplemental structural inspection document. Due to
their structural importance, they may require special
inspection and have specific repair limitations.
Secondery structure-Secondary structure is all non primary structure portions
of the aircraft which have integral structural importance
and strength exceeding design requirements. These
structures weakening without risk of failure such as
those described for primary structure. Prominent
examples of secondary structure are wing ribs, fuselage
stringers and specified sections of the aircraft skin.
Tertiary structure-Tertiary structure is the remaining structure. Tertiary
structures are lightly stressed structures that are fitted to
the aircraft for various reasons. Fairings, fillets, various
support brackets, etc. are examples of tertiary structure.
DAMAGE OF TOLERANT-
Fail safe-Fail safe means the structure has been evaluated, usually
by the manufacturer, to assure that catastrophic failure is
not probable after fatigue failure or obvious partial failure
of a single, principal structural element. It is designed so
that the aircraft may continue to operate safely until the
defect is detected in a scheduled maintenance check.
Manufacturer testing and fatigue analysis is used when
developing fail safe structural elements. The elements
are considered damage tolerant.
Safe life-
Safe life structural elements are those which have a
very low risk of unacceptable degradation or failure for
a stated amount of time. The fatigue capability of thestructure is learned through testing. The stresses applied
while in service are designed to be significantly lower.
Also, the calculated time in service before failure is
greatly reduced so that failure of the structure before its
safe life is highly unlikely. The affects of corrosion, wear
and fatigue are considered when operating under the
safe life design principle.
Damage tolerance-Designing aircraft with fail safe principles can be
somewhat unreliable. Accidents have occurred that
prove this. Engineering improvements to a fail safe
structure typically come with the extra penalty of
adding weight. Thus, the damage tolerant concept of
engineering is favored.
By distributing loads over a larger area and designing
multiple load paths for carrying loads, a structure can be
damage tolerant. The structure retains its integrity and the
damage does not worsen in service between inspections
when the damage can be detected and repaired. Thus,
Damage tolerance means that the structure has been
evaluated to ensure that should serious fatigue, corrosion,
or accidental damage occur within the operational life
of the aeroplane, the remaining structure can withstand
reasonable loads without failure or excessive structural
deformation until the damage is detected.
STATION IDENTIFICATION AND ZONAL LOCATION SYSTEM-
Station numbering system-Even on small, light aircraft, a method of precisely
locating each structural component is required. Various
numbering systems are used to facilitate the location of
specific wing frames, fuselage bulkheads, or any other
structural members on an aircraft.
Most manufacturers use some system of station
marking. For example, the nose of the aircraft may
be designated "zero station," and all other stations are
located at measured distances in inches behind the zero
station. Thus, when a blueprint reads "fuselage frame
station 137," that particular frame station can be located
137 inches behind the nose of the aircraft.


To locate structures to the right or left of the center
line of an aircraft, a similar method is employed. Many
manufacturers consider the center line of the aircraft to bea zero station from which measurements can be taken to
the right or left to locate an airframe member. This is often
used on the horizontal stabilizer and wings. The applicable
manufacturer's numbering system and abbreviated
designations or symbols should always be reviewed before
attempting to locate a structural member. They are not
always the same. The following list includes location
designations typical of those used by many manufacturers.
• Fuselage stations (Fus. Sta. or FS) are numbered in
inches from a reference or zero point known as the
reference datum. The reference datum
is an imaginary vertical plane at or near the nose of
the aircraft from which all fore and aft distances are
measured. The distance to a given point is measured
in inches parallel to a center line extending through
the aircraft from the nose through the center of the
tail cone. Some manufacturers may call the fuselage
station a body station, abbreviated BS.


plane down the center of the aircraft from which
measurements left or right can be made.
Water line (WL) is the measurement of height
in inches perpendicular from a horizontal plane
usually located at the ground, cabin floor, or some
other easily referenced location.
Aileron station (AS) is measured outboard from,
and parallel to, the inboard edge of the aileron,
perpendicular to the rear beam of the wing.
Flap station (KS) is measured perpendicular to the
rear beam of the wing and parallel to, and outboard
from, the inboard edge of the flap.
Nacelle station (NC or Nae. Sta.) is measured either
forward of or behind the front spar of the wing and
perpendicular to a designated water line .

In addition to the location stations listed above, other
measurements are used, especially on large aircraft.
Thus, there may be horizontal stabilizer stations (HSS),
vertical stabilizer stations (VSS) or powerplant stations
(PPS)In every case, the manufacturer's
terminology and station location system should be
consulted before locating a point on a particular aircraft.
Zonal identification-Another method is used to facilitate the location of
aircraft components on air transport aircraft. This
involves dividing the aircraft into zones. Large areas
or major zones are further divided into sequentially
numbered zones and sub zones. The digits of the zone
number are reserved and indexed to indicate the location
and type of system of which the component is a part.

Access and inspection penal-Knowing where a particular structure or component
is located on an aircraft needs to be combined with
gaining access to that area to perform the required
inspections or maintenance. To facilitate this, access
and inspection panels are located on most surfaces of
the aircraft. Small panels that are hinged or removable
allow inspection and servicing. Large panels and doors
allow components to be removed and installed, as well
as human entry for maintenance purposes.
The underside of a wing, for example, sometimes
contains dozens of small panels through which control
cable components can be monitored and fittings
greased. Various drains and jack points may also be
on the underside of the wing. The upper surface of
the wings typically have fewer access panels because a
smooth surface promotes better laminar airflow, which
causes lift.On large aircraft, walkways are sometimes designated
on the wing upper surface to permit safe navigation
by mechanics and inspectors to critical structures and
components located along the wing's leading and trailing
edges. Wheel wells and special component bays are
places where numerous components and accessories are
grouped together for easy maintenance access.
Panels and doors on aircraft are numbered for positive
identification. On large aircraft, panels are usually
numbered sequentially containing zone and sub zone
information in the panel number. Designation for a leftor right side location on the aircraft is often indicated in
the panel number. This could be with an "L'' or "R," or
panels on one side of the aircraft could be odd numbered
and the other side even numbered.
The manufacturer's maintenance manual explains
the panel numbering system and often has numerous
diagrams and tables showing the location of various
components and under which panel they may be
found. Each manufacturer is entitled to develop its
own panel numbering system.
STRUCTRUL STRESS-
Aircraft structural members are designed to carry a
load or to resist stress. In designing an aircraft, every
square inch of wing and fuselage, every rib, spar, and
even each metal fitting must be considered in relation
to the physical characteristics of the material of whichit is made. Every part of the aircraft must be planned to
carry the load to be imposed upon it.
The determination of such loads is called stress analysis.
Although planning the design is not the function ofthe aircraft technician, it is, nevertheless, important
that the technician understand and appreciate the
stresses involved in order to avoid changes in the
original design through improper repairs.

The term "stress" is often used interchangeably with the
word "strain." While related, they are not the same thing.
External loads or forces cause stress. Stress is a material's
internal resistance, or counterforce, that opposes
deformation. The degree of deformation of a material is
strain. When a material is subjected to a load or force,
that material is deformed, regardless of how strong the
material is or how light the load is.
There are five major stresses to which all aircraft are
subjected: (Figure 2-6)
• Tension • Shear
• Compression • Bending
• Torsion
Tension is the stress that resists a force that tends to pull
something apart. (Figure 2-6A) The engine pulls the
aircraft forward, but air resistance tries to hold it back.
The result is tension, which stretches the aircraft. The
tensile strength of a material is measured in pounds per
square inch (psi) and is calculated by dividing the load
(in pounds) required to pull the material apart by its
cross sectional area (in square inches).
Compression is the stress that resists a crushing force.
(Figure 2-6B) The compressive strength of a material
is also measured in psi. Compression is the stress that
tends to shorten or squeeze aircraft parts.
Torsion is the stress that produces twisting. (Figure
2-6C) While moving the aircraft forward, the engine
also tends to twist it to one side, but other aircraft
components hold it on course. Thus, torsion is created.
The torsion strength of a material is its resistance to
twisting or torque.
Shear is the stress that resists the force tending to cause
one layer of a material to slide over an adjacent layer.
(Figure 2-6D) Two riveted plates in tension subject the
rivets to a shearing force. Usually, the shearing strength
of a material is either equal to or less than its tensile or
compressive strength. Aircraft parts, especially screws,
bolts, and rivets, are often subject to a shearing force.
Bending stress is a combination of compression and
tension. The rod in Figure 2-6E has been shortened
(compressed) on the inside of the bend and stretched on
the outside of the bend. A single member of the structure
may be subjected to a combination of stresses. In most
cases, the structural members are designed to carry end
loads rather than side loads. They are designed to be
subjected to tension or compression rather than bending.
Strength or resistance to the external loads imposed
during operation may be the principal requirement in
certain structures. However, there are numerous other
characteristics in addition to designing to control the
five major stresses that engineers must consider. For
example, cowling, fairings, and similar parts may not
be subject to significant loads requiring a high degree of
strength. However, these parts must have streamlined
shapes to meet aerodynamic requirements, such as
reducing drag or directing airflow.
Hoop stress-Hoop stress is the stress on the airframe structural
components caused by pressurization. All transport
category aircraft are pressurized. A circumferential
load is experience in hoop stress. The structural
fuselage framework resists this load with the aid of
the stressed skin.
Note that axial loads in the fuselage are also partial
resisted by the stressed skin construction as well
as the longitudinal structural members such as
longhorns and stringers.
Metal fatigue-Metal fatigue is experienced by a component or
structural member when a load is repeatedly applied
and released or applied and reversed. This cycling
weakens the material over time even though the load
applied may be well below that which causes damage
in a single application.
All materials have an elastic limit. If applied loads do
not exceed this limit, the material should be unaffected
by the load and returns to its original state when
the load is removed. However, an aircraft in flight
constantly experiences varying loads. Over time,
these small load changes cause fatigue in the form of
minute cracks in the metal structure. Each tiny, seemlyinconsequential crack exposes new material to the
elements. This may weaken the material through corrosion.
Additionally, when a multitude of tiny fissures
combine, larger significant cracks may develop and
weaken the metal to the point of failure.
Aircraft structure is tested at the manufacturer to
determine a limit not to be exceeded for an aircraft in
service. Often, fatigue testing is accomplished on full
scale fatigue rigs which subject the elements to cycles
of loading and unloading or reversal well beyond that
which will be experienced in service by the aircraft.
A fatigue index is applied and the aircraft is monitor
throughout its service life. If its fatigue life limit is
consumed, an aircraft may be reevaluated to perceive its
actual condition. If the loading cycles and environmental
exposure of the structure was not as harsh as calculated,
it is possible to extend the service life of the aircraft. An
increased in inspection frequency and/or strengthening
modification(s) may be required to do so.
Fatigue characteristics vary with the type of metal
and how it is worked. The thickness of the material
and type and number of fastener hole can alter the
fatigue life. Aging aircraft are monitored and treated
by technicians to protect against corrosion which
accelerates metal fatigue
DRAINAGE AND VENTILATION PROVISIONS
DRAINAGE
The collection of water and other fluids in the many
cavities found on an aircraft can lead to corrosion and
could present a fire hazard. Drainage and ventilation
are used to address this issue. There are two types of
drains, internal and external.
External drains have openings to the exterior of the
aircraft. They are found on the wings, empennage and
fuselage as well as engine nacelles. An external drain
dumps the fluid overboard,. In unpressurized aircraft
the drains may remain open at all times. Drain valves
are used in pressurized sections of aircraft so that they
may remain sealed during pressurization. Typically
located along the aircraft keel, some external drains use
the pressurizing air to hold the valve closed. A rubber
flapper type valve, a plunger type valve or a normally
open spring loaded valve are closed by pressurization
air. When depressurized, such as when the aircraft is
on the ground, the drain valves open.
Leveling compound is sometimes used to build up a low
area near a drain valve to ensure that no fluid is trapped and
it flows out the drain orifice. This is typically a waterproof
rubber like sealant without structural characteristics.
Some fluids accrue during flight and need to be drained.
Galley and lavatory drain masts must be heated to
prevent ice formation and blockage caused by cold
temperatures at high altitude. A drain mast is nothing
more than an airfoil shaped projection designed to guide
the fluid overboard away from the skin of the aircraft.
Most have electric resistance heating elements or use hot
air from the pneumatic system to combat icing.
Internal drain paths are required to direct fluid to
the external drain sites. Tubes, channels, dams and
internal drain holes are all common. The design of
structural members often includes considerations that
prevent fluids from being trapped.
VENTILATION
Any cavity in the aircraft structure that may experience
the presence of a flammable vapor or water must
be ventilated to permit the vapor to evaporate. If
necessary, vent pipes are used provide an escape route
for the vapor. Some highly susceptible areas, such as
an engine nacelle, may even contain ram air inlets and
exit points to enable a full flow of fresh air through the
cavity. The technician should ensure that all openings
designed for ventilation are unobstructed.
SYSTEM INSTALLATION PROVISIONS
In addition to designing functioning support systems
for operation of the aircraft, design engineers must
also make the system components fit into the aircraft.Depending on the system and components, provisions
for access and servicing must also be addressed. Items
that receive regular maintenance such as filters, fluidlevel checks, bearing lubrication, etc. must be located so
that technicians can easily access them. Line replaceable
units (LRU's) must be able to be quickly uninstalled and
installed. Aircraft maintenance is a significant expense
for the operator. Anything that can be done to locate
system components for easy access for maintenance saves
time and lowers the cost of operating the aircraft.
Modern airliner designers often group the components
of a various systems in a single bay for easy access.
Air conditioning, for example, may have its several
key components mounted next to each other in an air
conditioning bay. The hydraulic reservoir, pumps and
filters may all be located in a different bay or in the
wheel well area. Avionics and electronics are frequently
mounted in an avionics bay. Not only are the "black
boxes" easily accessible but environmental conditions
can be better controlled than if the units were spread
throughout the aircraft.
CONSTRUCTION METHODS
FUSELAGE
The fuselage is the main structure or body of the fixed
wing aircraft. It provides space for cargo, controls,
accessories, passengers, and other equipment. In single
engine aircraft, the fuselage houses the powerplant. In
multi engine aircraft, the engines may be either in the
fuselage, attached to the fuselage, or suspended from
the wing structure. There are two general types of
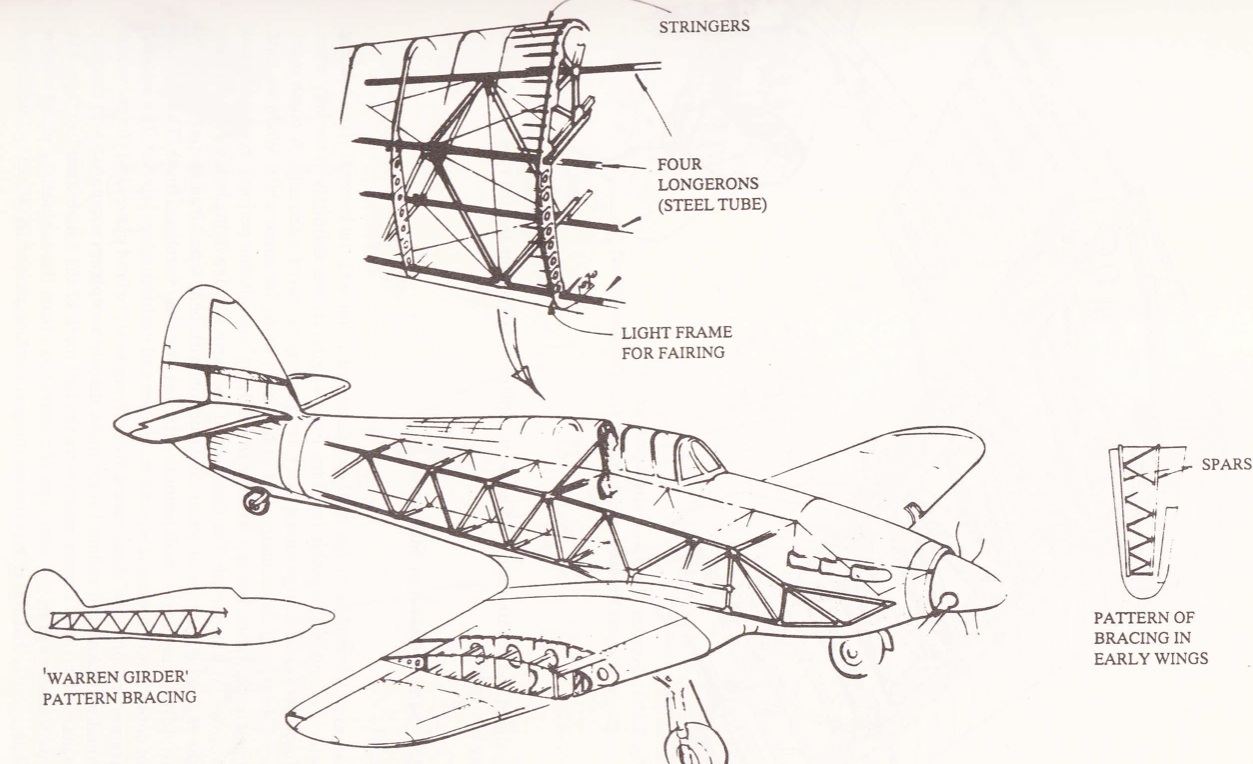
fuselage construction: truss and monocoque.
TRUSS TYPE
A truss is a rigid framework made up of members,
such as beams, struts, and bars to resist deformation
by applied loads. The truss framed fuselage is generally
covered with fabric. The truss type fuselage frame is
usually constructed of steel tubing welded together in
such a manner that all members of the truss can carry
both tension and compression loads. (Figure 2-9)
In some aircraft, principally the light, single engine models,
truss fuselage frames may be constructea.of aluminum
alloy and may be riveted or bolted into one piece, with cross
bracing achieved by using solid rods or tubes.
STRESSED SKIN FUSELAGE
MONOCOQUE TYPE
The monocoque (single shell) fuselage relies largely
on the strength of the skin or covering to carry the
primary loads. The design is called stressed skin and
may be divided into two classes:
1. Monocoque
2. Semimonocoque
Different portions of the same fuselage may belong to
either of the two classes, but most modern aircraft are
considered to be of semimonocoque type construction.
The true monocoque construction uses formers,
frame assemblies, and bulkheads to give shape to the
fuselage. (Figure 2-10) The heaviest of these structural
members, bulkheads, are partition type walls that
typically span the entire fuselage diameter often with
an opening for access through the partition. They are
located at intervals to carry concentrated loads and
at points where fittings are used to attach other units
such as wings, powerplants, and stabilizers. Since no
other bracing members are present, the skin must
carry the primary stresses and keep the fuselage rigid.
Thus, the biggest problem involved in monocoque
construction is maintaining enough strength while
keeping the weight within allowable limits.


SEMIMONOCOQUE TYPE
To overcome the strength/weight problem of monocoque
construction, a modification called semimonocoque
construction was developed. It also consists of frame
assemblies, bulkheads, and formers as used in the
monocoque design but, additionally, the skin is
reinforced by longitudinal members called longerons.
Longerons usually extend across several frame members
and help the skin support primary bending loads. They
are typically made of aluminum alloy either of a single
piece or a built up construction.
Stringers are also used in the semimonocoque fuselage.
These longitudinal members are typically more numerous
and lighter in weight than the longerons. They come in
a variety of shapes and are usually made from single
piece aluminum alloy extrusions or formed aluminum.
Stringers have some rigidity but are chiefly used for
giving shape and for attachment of the skin. Stringers
and longerons together prevent tension and compression
from bending the fuselage. (Figure 2-11)
Other bracing between the longerons and stringers can
also be used. Often referred to as web members, these
additional support pieces may be installed vertically
or diagonally. It must be noted that manufacturers use
different nomenclature to describe structural members.
For example, there is often little difference between
some rings, frames, and formers.
One manufacturer may call the same type of brace a ring
or a frame. Manufacturer instructions and specifications
for a specific aircraft are the best guides.
The semimonocoque fuselage is constructed primarily
of alloys of aluminum and magnesium, although steel
and titanium are sometimes found in areas of high
temperatures. Individually, no one of the aforementioned
components is strong enough to carry the loads imposed
during flight and landing. But, when combined, those
components form a strong, rigid framework. This is
accomplished with gussets, rivets, nuts and bolts, screws,
and even friction stir welding. A gusset is a type of
connection bracket that adds strength. (Figure 2-12)
To summarize, in semimonocoque fuselages, the strong,
heavy longerons hold the bulkheads and formers,
and these, in turn, hold the stringers, braces, web
members, etc. All are designed to be attached together
Module 11 A - Turbine Aeroplane Structures and Systems
and to the skin to achieve the full strength benefits of
semimonocoque design. It is important to recognize that
the metal skin or covering carries part of the load. The
fuselage skin thickness can vary with the load carried
and the stresses sustained at a particular location.
The advantages of the semimonocoque fuselage are
many. The bulkheads, frames, stringers, and longerons
facilitate the design and construction of a streamlined
fuselage that is both rigid and strong. Spreading loads
among these structures and the stressed skin means no
single piece is failure critical.
This means that a semimonocoque fuselage, because ofits
stressed skin construction, may withstand considerable
damage and still be strong enough to hold together.
BEAMS FLOOR STRUCTURES
In addition to the structural members already mentioned,
additional beams, floor structural members and
various other reinforcement members are also used to





construct an aircraft. A beam may be installed laterally
or longitudinally. Beams typically support the floor of
the flight deck and the passenger compartment. They
are situated to provide secure attachment of the floor
panels and also the seats tracks into which the passenger
seats are secured. The floor itself is typically made up
of numerous honeycomb constructed panels that are
screwed to the floor support structure. Flight deck floor
panels may be constructed from sheet metal.
STRUTS AND TIES
Struts and ties are also used in aircraft structure. A strut
is a bar or rod shaped reinforcement designed to resist
compression loads. A tie is a rod or beam designed to
take a tensile load. Both are used as needed to reinforce
the aircraft structure throughout the fuselage to carry
the loads experienced.
METHODS OF SKINNING
Attached to the outside of the aircraft structure is the
aircraft skin, be it stressed or not. Simple, light aircraft
generally have skin made from sheet aluminum which
is formed to fit, wrapped and riveted to the structural
members. Larger, more complex and heavier aircraft
used heavier material to form the aircraft skin. This
is to transfer and carry the greater loads experience
during high performance flight. Some simple sheet
metal skin may be found. However, various skin
thickness are used to meet the design loads which vary
by location around the aircraft.
Since in many areas the skin thickness varies,
machining the skin, including integrally formed
stringers and risers, from a solid billet of material
has become a standard practice. By milling the skin
out of a single piece of material, the skin thickness
may be varied precisely to meet design requirements.
Maximum strength is achieved with minimum weight
and no excess. (Figure2-13)
Another process used in skinning a large aircraft is
chemical etching. Etching of thicker skin material to
form thinner material with supporting raised patterns
of material are produced without any stress. Skin with a
"waffle plate" pattern is produced this way.
DOUBLERS
A simpler way to reinforce an area of skin on the aircraft
which receives greater loads than can easily be carried
by a single sheet of material is to create a doubler for
that area. A doubler is simply a second, reinforcing
layer of skin material used to strengthening the load
caring capacity of the skin. It has the advantage of being
inexpensive and is able to be shaped for a specific area
identified as needing reinforcement. Doublers are also
used in sheet metal repair work.
WING, EMPENNAGE AND ENGINE ATTACHMENT
The wings, empennage and engines must be attached
to the fuselage. The type of attachment varies with the
aircraft design. Typically, special pins or bolts are used.
Wings and empennage structure is often constructed
with load carrying main members called spars. Attach
lugs securely fitted to these spars mate with lugs that
are fitted to strengthened sections of the fuselage and
mounting pins or bolts are passed through both lugs
and secured. Figure 2-14 shows the internal fuselage
structure of what is considered the center section of the
horizontal stabilizer on a Boeing 737. Its lugs are mated
with the lugs on the horizontal stabilizer front spar (each
side, top and bottom) and attached with bolts.
Various wing and empennage attach methods exist
including a single piece structure that passes through
the fuselage making it basically non removable.
Configurations where numerous smaller bolts and
permanent fasteners are used to attach wings and
empennage airfoils are also common. Strength and
spreading the load throughout the fuselage attach
structure is achieved with any of these methods.
Engine attachments vary widely on aircraft depending on
where the engines are located and the size and design of
the aircraft and engine. A typical arrangement found on
transport aircraft is to extend support structure forward
and down from the wing spars. The structure is called
a pylon. Figure 2-15 is a rough cutaway drawing of a
turbofan engine pylon. It is built to be very strong to
support the engine. Attached to the pylon structure are
engine mounts to which the engine is bolted or visa versa.
The engine mounts on most turbofan engines, for
example, perform the basic functions of supporting
Genter Section
Clevis Lugs
the engine and transmitting the loads imposed by
the engine to the pylon and aircraft structure. Most
turbine engine mounts are made of stainless steel, and
are typically located as illustrated in Figure 2-16. Some
engine mounting systems use two mounts to support
the forward end of the engine and a single mount at the
rear end. The mounting arrangement depends on the
position of the engine and the pylon structure. Figure
2-17 illustrates the pylon and the side engine mount
configuration for a rear engine aircraft.
STRUCTURE ASSEMBLY TECHNIQUES
The structures of the majority of today's aircraft are
primarily aluminum. However, advances in the used
of composite materials such as glass and carbon fiber
is steadily increasing. A myriad of fasteners are used
to join together aluminum structural elements.
Most common are rivets, bolts and nuts and a
wide variety of special application fasteners. A full
discussion of aircraft materials and hardware is found
in Module 06 - Materials and Hardware of this series.As early "rag and tube" aircraft construction was
replaced by aluminum construction, assembly using
rivets dominated assembly techniques. Light and heavy
aircraft today still use the rivet as a primary fastener on
structural and non structural elements. But as aircraft
design evolved, larger and heavier aircraft were produced.
Structural members increased in size and complexity.
Rivets were not always suitable to assemble the new
structure. Stronger fasteners, some designed specifically
for use in aircraft assembly, were introduced.


Bolts are used in many locations on aluminum aircraft
when fastening large structural members and when
attaching both fixed and moveable components.
Special bolts such as Hi-loks, Jo-bolts and lock-bolts
are common as are clevis bolts where hi shear loads
are present. Close tolerance bolts are used where a
tight drive fit is required.
Special fasteners called blind fasteners are used in areas
where access to only one side of an assembly is possible.
Module 11 A - Turbine Aeroplane Structures and Systems
A variety of blind fasteners are used including several
classified as rivets. Structural sections and components
of the aeroplane that are made from composite material
may be assembled and attached in a variety of ways.
Sleeves and fitting incorporated during construction of a
panel, for example, facilitate the use of bolts.
Other fasteners may be specified depending on the
design and location of the structure. The panel itself is
constructed using methods described in Module 06

Materials and Hardware of this series. It is of the utmost
importance to follow manufacturer's instructions when
assembling composite structures. Many components
are bonded or require special fasteners with specific
torque considerations. Note also that some metal
structural members are bonded. Epoxy sheet bonding
using autoclave curing is sometimes used to bond metal
components resulting in extremely high strength joinery.
Large aircraft maintenance manuals contain specific
instruction for the bonding of all materials and sections
of the aircraft. ATA section 51 gives a descriptive
overview of the aircraft structure and general rules
followed in construction of airframe components
.
and sections. The manufacturer's structural repair
manual (SRM) details numerous repair procedures
and techniques for all aircraft structure repair. A large
aircraft fuselage is manufactured in sections that are
then mated and fastened together.
The structural sections of a Boeing 737 are shown in
Figure 2-18. Sections 41, 43, and 48 comprised the
pressurized portion of the fuselage. Section 48 is not
pressurized but does supply the support structure for
the vertical and horizontal stabilizer. It also contains
a bay for installation of the auxiliary power unit. A
rear pressure bulkhead separates body section 46
from body section 48.
ANTI-CORROSION PROTECTION
Preventing the corrosion of aircraft structures is
a consideration when materials are selected for its
construction. Suitable anti-corrosion measures are then
taken before and during construction. These range from
heat treatment of the material to a variety of surface
treatments to design and assembly techniques all
designed to prevent corrosion.
Heat treatment of a metal can refine its grain structure so
that it has the properties required for a specific function
while reducing its susceptibility to corrosion. Surface
treatments can protect metals from contaminants and
moisture which cause corrosion. Plating and cladding of
materials are common methods of corrosion protection.
When these are designed to degrade rather than having
the material they cover degrade, they are known as
sacrificial coatings. Common surface treatments such as
paints and primers are used as well as metal specific thin
surface treatments such as anodizing and chromating.
Numerous similar surface treatments have been
developed for specific metals in specific applications all
of which endeavor to keep the causes of corrosion at bay.
The design of an aircraft part or assembly can be very
instrumental in preventing corrosion. Something as
simple as a well designed drain path or a drain hole
placed in a strategic location can prevent corrosion of
material in a vulnerable area. Wet assembly techniques
and the use of sealants also provide a barrier to
corrosion causing agents.
Module 11A-Turbine Aeroplane Structures and Systems
Manufacturers use all techniques at their disposal to
produce a corrosion resistant aircraft. However, varied
aircraft operating environments and maintenance
practices combine with service loads sustained during
operation make corrosion inevitable. Processing of
susceptibility data obtained from field operations is used
with a wide variety of inspection and testing techniques
to find and correct corrosion before it reaches a critical
phase. Anti-corrosion treatments and repairs are
detailed throughout the manufacturer's maintenance
manuals, especially in ATA chapter 51, Structures.
Rarely does corrosion occur on a clean, dry aircraft
properly treated by the manufacturer during
construction. While in service, it is impossible to avoid
exposure of the aircraft to the elements. The agents of
corrosion, namely dirt and moisture, are encountered. A
program of keeping aircraft clean and diligence to keep
the condition of surface treatments in good condition
are main combatants for operators when preventing
corrosion. Technicians must assist by wiping up spills
and removing deposits that contribute to the corrosive
environment. Scratches, dents, and scoring should be
avoided while performing maintenance. Drain holes
must not be plugged so they can function as designed.
METHODS OF SURFACE
PROTECTION
The manufacturer's maintenance manual details the
surface protection compounds that must be applied by the
technician for all of the various areas of the aircraft. Again,
ATA Chapter 51 in the maintenance manual and the SRM
should be consulted. Different areas on the aircraft may
be prone to different contaminants and the recommended
treatments are designed accordingly. Do not assume that a
product is suitable for treatment of an area of the aircraft
structure without consulting the manufacturer's data.
ANODIZING
Manufacturers use a variety of methods of surface
protection on structural metals and hardware. One
of the most common for aluminum based alloys is
anodizing. Anodizing is an electrolytic treatment that
coats the metal with a hard, waterproof and airtight,
oxide film. Anodizing usually contains a dye. Various
colors are used. This permits easy identification that a
part has be anodized. The oxide film acts as an isolator.
When attaching a bonding lead, the film must carefully
be removed to ensure electrical conductivity.
Anodizing provides an excellent base for many finishes
as well as for bonding adhesives. Acrylic lacquers, and
polyurethane paints adhere well to anodized parts and
provide good resistance to chemical attack and wear.
CHROMATING
An alternative to anodizing used for surface protection
on magnesium and zinc alloy parts is chromate.
When chromated, parts are generally immersed in a
potassium bichromate solution. The chromate coating
protects the surface from corrosive elements and has a
yellowish appearance on magnesium alloys. Products
are available to obtain a chromate coating on a part in
the field. Alocrom 1200 is one such product.
CLADDING
Cladding a material with another, non corrosive material
is a popular means of material surface protection. This
is done as the raw material is formed into the product
material. Sheet aluminum, for example, may be clad to
protect the corrosive copper or zinc aluminum alloy from
which many aluminums products are made. Alclad is a
process of cladding aluminum in which a pure aluminum
skin is rolled onto the face of an alloy aluminum sheet.
Pure aluminum forms a stable aluminum oxide surface
2.18 AIRCRAFT - TECH N ICAL
Boo k Comp any
when exposed to air that protects the pure aluminum
itself and the material that has been clad.
PAINTING
Many aircraft structural elements and parts are painted
to protect them from corrosion. The paint acts as a
barrier so that the agents of corrosion cannot reach the
material being protected. To be effective, paint must be
applied to a clean dry surface. It must be compatible
with the material composition so that a good bond
is formed and it adheres when it is applied. Material
surface treatments such as paint primer and alodine are
used before painting because they bond strongly to the
base material as well as to the paint.
SURFACE CLEANING
Nearly all surface treatments to aircraft metals
begin with a thorough cleaning of the material.
This may include stripping of old paint before new
paint or primer is applied. Strippers are specifically
recommended by the manufacturer that do not react
with the base metal of the structure. Therefore, only
use strippers that are recommended.
A cleaned surface is often treated with alodine before
a primer or painted coating is applied. Clad aluminum
parts use a different formula of alodine than non clad
alloys. Be sure to use the correct formula.
Personal safety procedures should be followed when
cleaning, stripping and applying any surface treatment.
Solvents, strippers, cleaners, etchants and conversion
coatings can all be hazardous to the health of the
technician. Avoid breathing vapors from products
of this type and avoid prolonged skin contact. Use
protective gloves, goggles, respirators and other
protective gear. Know the location of the nearest
eyewash fountain when working with these substances.
Flush eyes with water if one splashes into the eyes and
get medical attention immediately. Generally, specified
paint strippers are used on metal surfaces only. Protect
all surrounding areas from accidental contact with the
stripper. Polyethelene film and suitable adhesive tape is
used for masking.
In particular, Teflon lines, self lubricated bearings,
electrical terminal plugs, nylon coated wires and
nylon bushings should be protected from contact

with chemicals used in strippers. Plastics, laminates,
composites, fiberglass and bonded structures usually
have paint removed by abrasive cleaning. Do not use
stripper on composite structures. Use only the methods
described by the manufacturer.
EXTERIOR AIRCRAFT CLEANING
Aircraft are cleaned before major inspections. Typically
a high pressure water or steam is sprayed in conjunction
with cleaning agents to clean the exterior of the aircraft.
While a clean aircraft aids in corrosion prevention, the
cleaning process may put water and agent where it is not
desirable and, thus, it may even cause corrosion. Areas
into which the cleaning spray should not enter must be
Module 11 A - Turbine Aeroplane Structures and Systems
covered or sealed from its entrance. Pitot tubes and static
ports are such areas as well as tires and brake assemblies.
The manufacturer's maintenance manual gives detailed
instructions on cleaning procedures. Areas to be
protected and the proper cleaning agents to use must
be noted. A cleaning agent that is suitable for one
area of the aircraft may not be for another. Follow all
manufacturer instructions when cleaning.
Aircraft are generally washed outside in an area with
adequate and environmentally responsible drainage.
Washing with cleaning agents should not be performed in
high temperatures where the agent may dry before being
rinsed off. In certain locations, this may relegate washing
to inside of a hangar. Use the ratio of agent to water that
is recommended. Use of the wrong agent may cause the
agent to attack materials. Hydrogen embrittlement occurs
when certain agents soak into an aircraft metal. Minute
cracks form and stress corrosion develops.
ALIGNMENT AND SYMMETRY
The position or angle of the main structural components
is related to a longitudinal datum line parallel to the
aircraft center line and a lateral datum line parallel to a
line joining the wing tips. Before checking the position
or angle of the main components, the aircraft must be
jacked and leveled.
Small aircraft usually have fixed pegs or blocks attached
to the fuselage parallel to or coincident with the datum
lines. A spirit level and a straight edge are rested across
the pegs or blocks to check the level of the aircraft.
This method of checking aircraft level also applies to
many of the larger types of aircraft. However, the grid
method is sometimes used on large aircraft. The grid
Special Dihedral Board with
Spirit Level Incorporated
Engine and wheel well areas may require a special
washing technique or cleaning agents due to dirt,
oil, grease and exhaust debris buildup. Again, follow
manufacturer's instructions. Be aware that some
cleaning procedures are followed by greasing various
locations that may have had grease washed out during
the cleaning process.
plate is a permanent fixture installed on the aircraft
floor or supporting structure. (Figure 2-19)
When the aircraft is to be leveled, a plumb bob is
suspended from a predetermined position in the ceiling
of the aircraft over the grid plate. The adjustments to the
jacks necessary to level the aircraft are indicated on the
grid scale. The aircraft is level when the plumb bob is
suspended over the center point of the grid.
Certain precautions must be observed in all instances
when jacking an aircraft. Normally, rigging and
alignment checks should be performed in an
enclosed hangar.

If this cannot be accomplished, the aircraft should be
positioned with the nose into the wind.
The weight and loading of the aircraft should be exactly
as described in the manufacturer's manual. In all cases,
the aircraft should not be jacked until it is determined
that the maximum jacking weight (if applicable)
specified by the manufacturer is not exceeded.
With a few exceptions, the dihedral and incidence angles
of conventional modern aircraft cannot be adjusted.
Some manufacturers permit adjusting the wing angle
of incidence to correct for a wing heavy condition. The
dihedral and incidence angles should be checked after
hard landings or after experiencing abnormal flight
loads to ensure that the components are not distorted
and that the angles are within the specified limits.
There are several methods for checking structural
alignment and rigging angles. Special rigging boards
that incorporate, or on which can be placed, a special
instrument (spirit level or inclinometer) for determining
the angle are used on some aircraft. On a number of
aircraft, the alignment is checked using a transit and
plumb bobs or a theodolite and sighting rods. The
particular equipment to use is usually specified in the
manufacturer's maintenance manual.
When checking alignment, a suitable sequence should
be developed and followed to be certain that the checks
are made at all the positions specified. The alignment
checks specified usually include:
• Wing dihedral angle
• Wing incidence angle
• Verticality of the fin
• Engine alignment
• A symmetry check
• Horizontal stabilizer incidence
• Horizontal stabilizer dihedral
CHECKING DIHEDRAL
The dihedral angle should be checked in the specified
positions using the special boards provided by the aircraft
manufacturer. If no such boards are available, a straight
edge and a inclinometer can be used. The methods for
checking dihedral are shown in Figure 2-20.
It is important that the dihedral be checked at the
positions specified by the manufacturer. Certain
portions of the wings or horizontal stabilizer may
sometimes be horizontal or, on rare occasions,
anhedral angles may be present.
CHECKING INCIDENCE
Incidence is usually checked in at least two specified
positions on the surface of the wing to ensure that the
wing is free from twist. A variety ofincidence boards are
used to check the incidence angle. Some have stops at
the forward edge, which must be placed in contact with
the leading edge of the wing. Others are equipped with
location pegs which fit into some specified part of the
structure. The purpose in either case is to ensure that the
board is fitted in exactly the position intended. In most
instances, the boards are kept clear of the wing contour
by short extensions attached to the board. A typical
incidence board is shown in Figure 2-21.
When used, the board is placed at the specified
locations on the surface being checked. If the incidence angle is correct, a inclinometer on top of the board
reads zero, or within a specified tolerance of zero.
Modifications to the areas where incidence boards are
located can affect the reading. For example, if leading
edge de-icer boots have been installed, the position of a
board having a leading edge stop is affected.
CHECKING FIN VERTICALITY
After the rigging of the horizontal stabilizer has been
checked, the verticality of the vertical stabilizer relative
to the lateral datum can be checked. The measurements
are taken from a given point on either side of the top of
the fin to a given point on the left and right horizontal
stabilizers. (Figure 2-22) The measurements should be
similar within prescribed limits.
When it is necessary to check the alignment of the
rudder hinges, remove the rudder and pass a plumb bob
line through the rudder hinge attachment holes. The
line should pass centrally through all the holes. It should
be noted that some aircraft have the leading edge of
the vertical fin offset to the longitudinal center line to
counteract engine torque.
CHECKING ENGINE ALIGNMENT
Engines are usually mounted with the thrust line parallel
to the horizontal longitudinal plane of symmetry.
However, this is not always true when the engines are
mounted on the wings. Checking to ensure that the
position of the engines, including any degree of offset
is correct, depends largely on the type of mounting.
Generally, the check entails a measurement from
the center line of the mounting to the longitudinal
center line of the fuselage at the point specified in the
applicable manual. (Figure 2-23)
2.22 AIRCRAFT - TCCHNICAL
Doak C omp;111y
SYMMETRY CHECK
The principle of a typical symmetry check is illustrated
in Figure 2-23. The precise figures, tolerances, and
checkpoints for a particular aircraft are found in
the applicable service or maintenance manual. On
small aircraft, the measurements between points are
usually taken using a steel tape. When measuring long
distances, it is suggested that a spring scale be used
with the tape to obtain equal tension. A five pound pull
is usually sufficient.
On large aircraft, the positions at which the dimensions
are to be taken are usually chalked on the floor. This is
done by suspending a plumb bob from the checkpoints
and marking the floor immediately under the point
of each plumb bob. The measurements are then taken
between the centers of each marking.



Comments
Post a Comment